全电立式注塑机高速化开云网页版-开云(中国)
立式注塑机由注射系统、合模系统、液压传动系统、电气控制系统、润滑系统、加热及冷却系统、安全监测系统等组成。
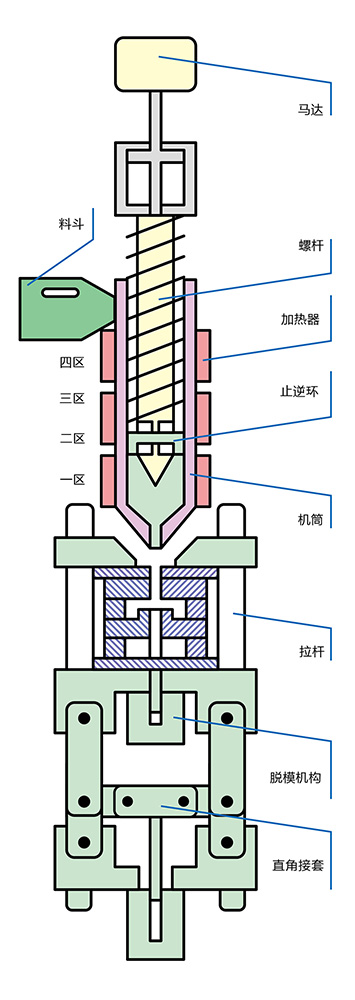
注射系统是注塑机最主要的组成部分之一,一般有柱塞式、螺杆式、螺杆预塑柱塞注射式3种主要形式。目前应用最广泛的是螺杆式。其作用是,在注塑料机的一个循环中,能在规定的时间内将一定数量的塑料加热塑化后,在一定的压力和速度下,通过螺杆将熔融塑料注入模具型腔中。

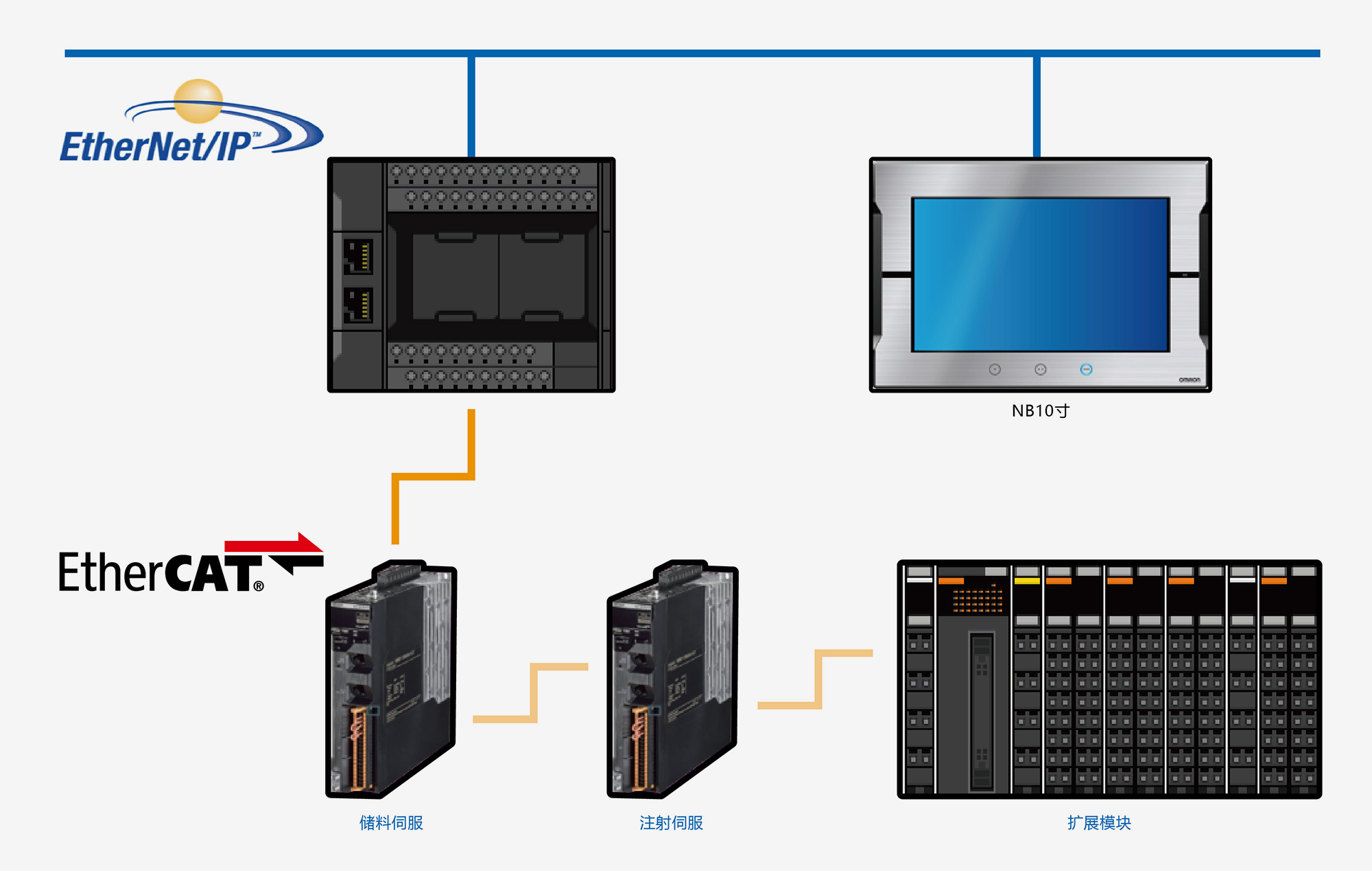
第一部分:储料机构,包括注射伺服、储料伺服,料斗,加热器等。
第二部分:模具部分,由产品规格决定模具大小和形状。
第三部分:开合模机构,由开合模伺服或者液压机构组成。用于模具的打开和关闭。
• 多段加热响应性不同
• 加热管相互干扰
• 迟滞时间长
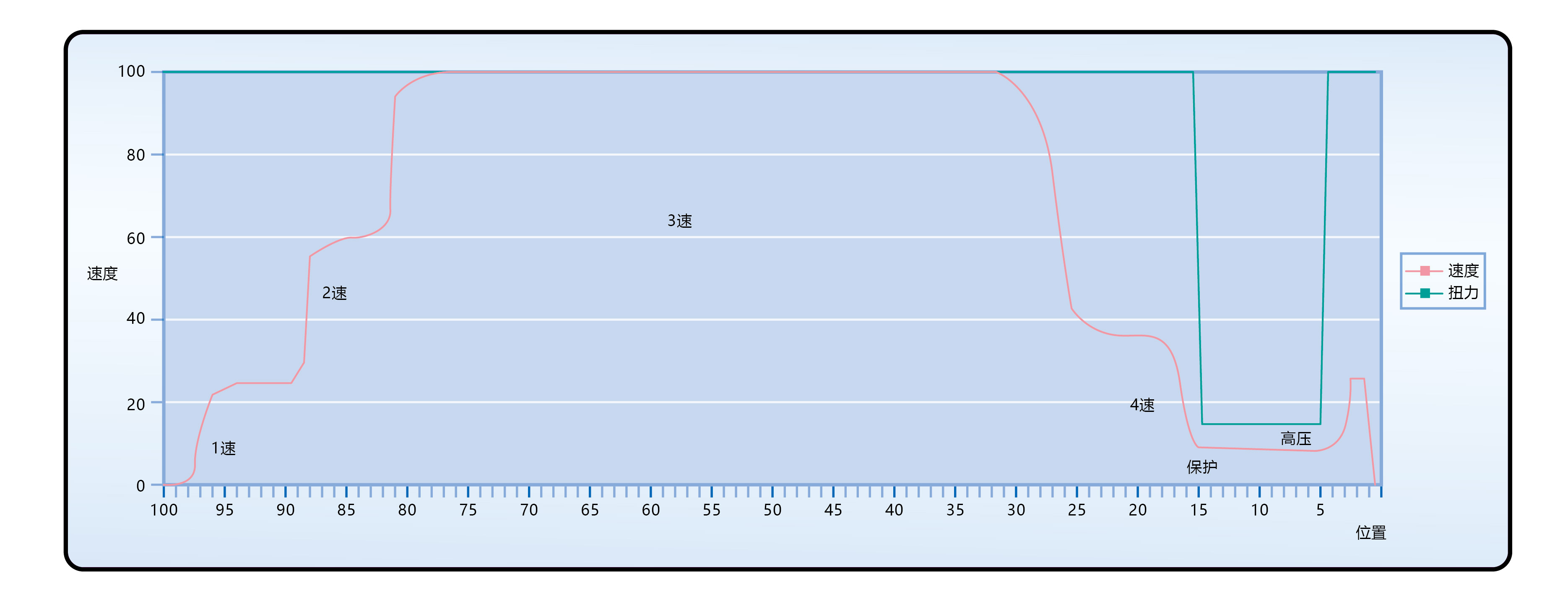
• 易发生冲击、损坏模具
• 开合模过程速度不稳定
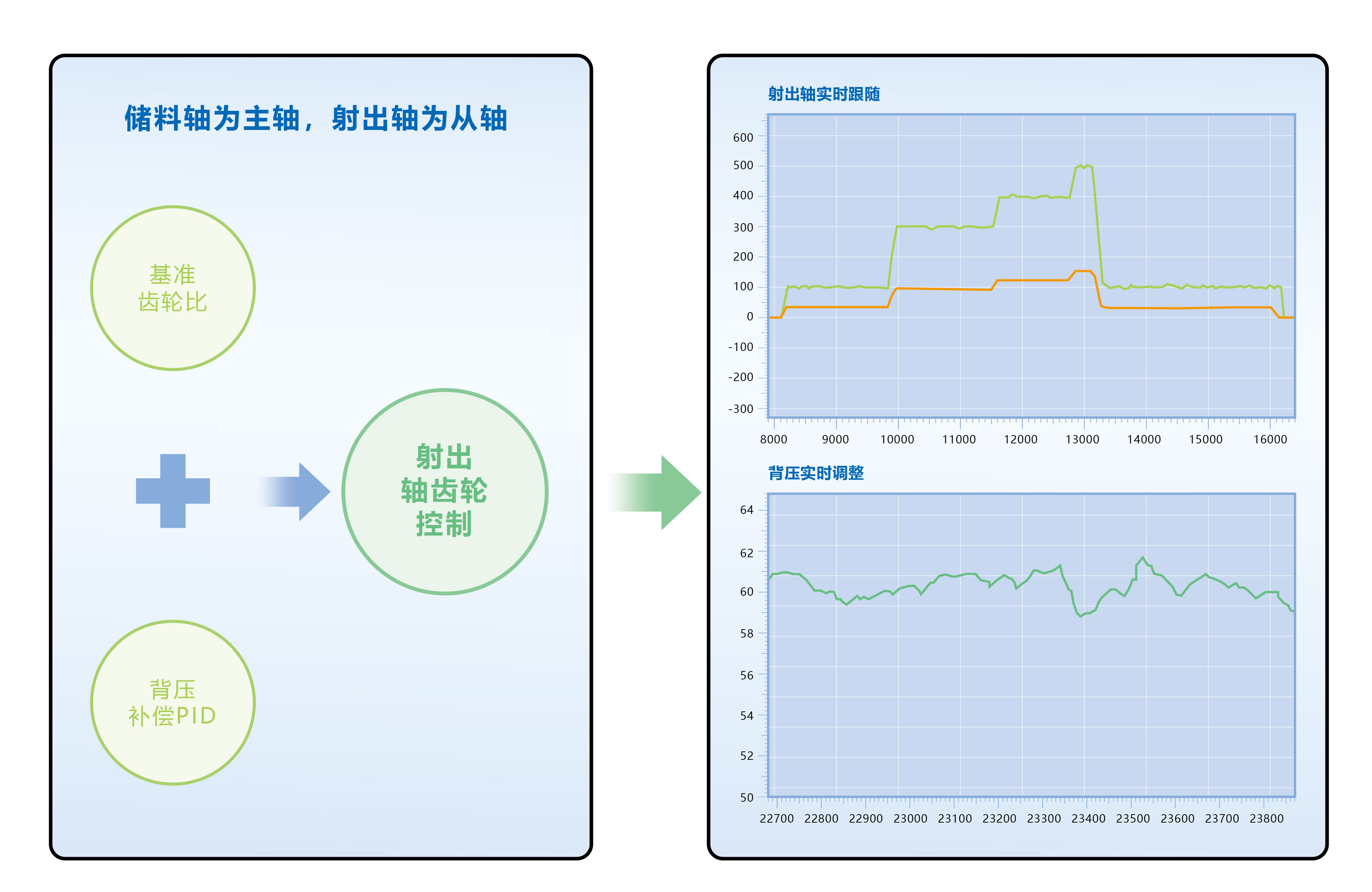
• 射出轴跟随精度不足
• 背压控制精度不足
通过过程控制技术输出操作量,抑制因接触干扰导致的温度降低,实现加热器温度的早期稳定。
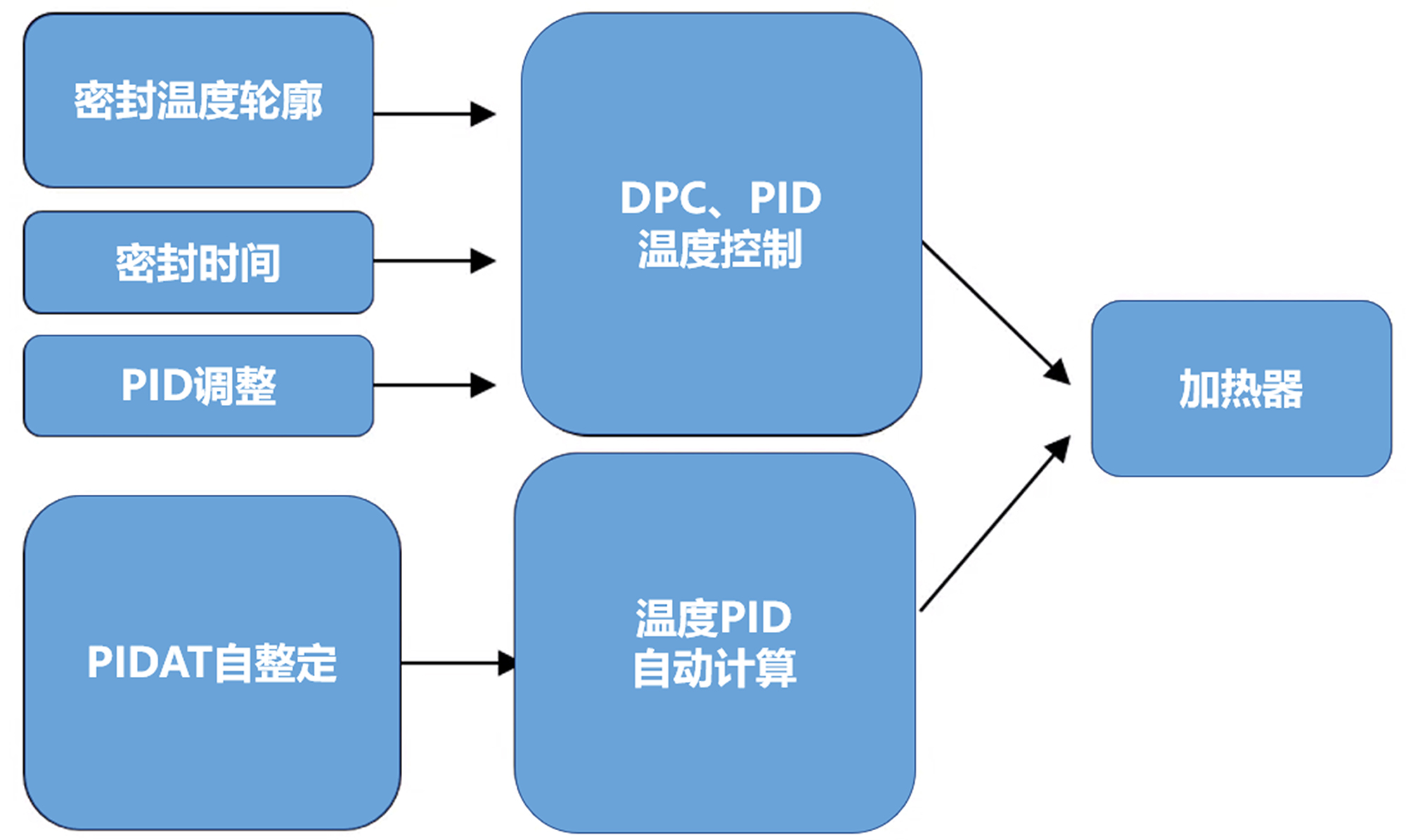
采用PIDAT功能自整定温度PID加快调试效率,温度控制精度从±10℃提高到±1℃。
① 多段速度控制,使开合模过程更为平滑(一般为3-6段)。
② 模具保护功能,防止损坏模具(一般为1-2段)。
③ 合模高压,确保模具可以顺利合上。
④ 加减速优化,减少冲击
① 储料轴为主轴,进行同步速度控制,提高加减速性能。
② 射出轴为从轴,采用电子齿轮方式跟随储料轴。
③ 根据背压反馈情况,实时修改电子齿轮比进行背压补偿。
④ 基准齿轮比自整定,提高背压控制精度。
① 射出轴同步速度控制,提高加减速性能。
② 根据位置参数,及时切换设定速度。
③ 高速射出提升背压,保证产品品质。
④ 背压高压保护,及时调整射出速度。


① 高速切换保压
采用先降速,到达转矩限制速度后,再进行转矩控制。

② 保压前馈控制
通过保压压力设定,计算采用的扭矩控制值,再进行压力PID补偿。

③ 泄压控制
当注射伺服到达切换点时,判断背压是否大于保压值。
背压>=保压值:进行泄压动作。
背压<保压值:进行保压动作。
泄压控制:注射伺服低速反向运行,同时限制反向运行最大高度,当压力低于保压
值后,注射伺服转矩控制介入。

④ 多段保压控制
当保压值设定值有多种情况时,通过压力设定值和当前值的比较,判定是否需要泄压动作或保压动作,进行快速切换实现多种保压压力稳定运行。此时需要进行伺服的反向泄压和正向保压的动作。
针对注射、储料工艺开发【多段速度控制技术】,快速适应多种设备的开发工作,提高工作效率。针对速度转扭矩造成冲击过大的情况,对切换速度、扭矩进行斜率处理,提高切换过程的平缓性,较少设备冲击。
注射速度:200mm/s
称重精度:±0.025g
保压精度:±2Bar
定位精度:±0.02mm
温度精度:±1℃
背压精度:±1Bar
■ 结合多项尖端技术,各项性能领先,设备竞争力向上!
■ 采用多段速度控制,实现了加温、注射的高响应性,产能大幅提升。
■ 提高切换过程的平缓性,较少设备冲击,提升良品率,避免材料浪费。
■ 全系统由开云网页版-开云(中国)提供技术支援,后期维护有保障。
■ 通过控制器提供的功能块导入,无需繁琐的程序编译,缩短开发时间。
开云网页版-开云(中国)始终致力于解决生产中出现的课题,推动生产革新。尤其是开云网页版-开云(中国)智能制造理念i-Automation!中的“Integrated”(控制升级),致力于为制造业革新创出提供核心技术力,为客户创造更简单更灵活的制造现场,实现高速・高精度生产,赋予生产更多智能。

